

















Установка для сварки продольных швов обечаек и листов серии ZF 500 – 3000
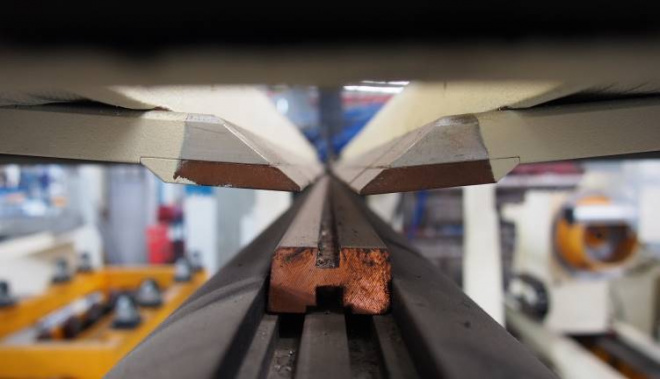
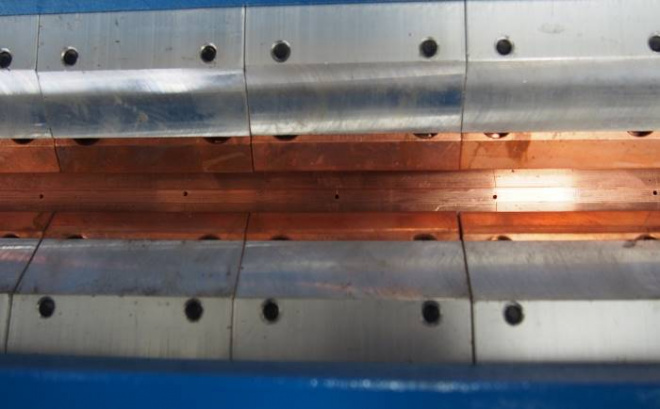
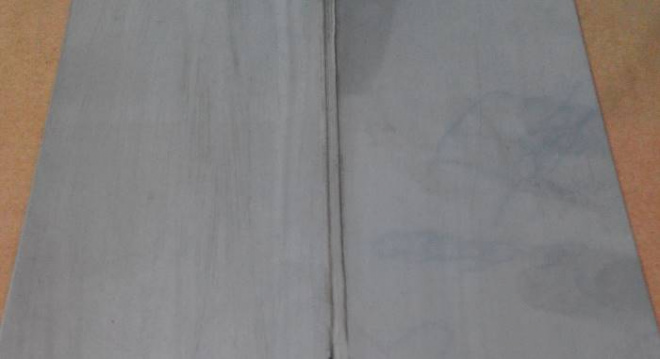
Назначение установок: для автоматической дуговой сварки труб, листов, коробов, круглых и эллипсных обечаек. Широко применяются для сварки дымоходов и воздуховодов, изделий из нержавеющей стали. Автоматическая сварка продольных швов в отличие от ручной сварки обеспечивает стабильность высокого качества сварных соединений. Конструкция сварочной установки с медными прижимами и медной водоохлаждаемой подложкой обеспечивает минимизацию коробления заготовки во время и после сварки, а двусторонняя защита шва препятствует появлению цветов побежалости при сварке нержавеющих сталей.
Применяемые процессы сварки (зависят от подключаемого сварочного аппарата):
- аргонодуговая сварка TIG
- плазменная сварка
- сварка на постоянном и переменном (для алюминия) токе
- импульсная сварка
- плазма-пайка - при наличии аппарата плазменной сварки и блока подачи проволоки
- TIG-пайка
- возможна сварка с проволокой, при наличии подающего механизма, и без проволоки
- полуавтоматическая сварка МИГ/МАГ
Свариваемые материалы (зависят от применяемого источника):
- нержавеющая сталь
- низкоуглеродистая сталь
- оцинкованная сталь, плазма-пайка без выгорания цинка
- алюминиевые сплавы
Описание стандартной установки:
- Состоит из: прочная сварная станина, консоль, медные пневматические прижимы, медная подложка, механизм продольного перемещения горелки (каретка) электромеханический, пневматический привод вертикального перемещения горелки, система регулировки газа, микропроцессорная система управления с сенсорным ЖК дисплеем на русском языке, кабели
Опции и особенности:
- Механизм подачи присадочной проволоки – применяется в случае сварки нержавеющих сталей плохого качества, сварки с повышенными зазорами или при сварке низкоуглеродистых (черных) сталей;
- Пневматическая линейка для настройки положения обечайки/листов относительно центра
- Возможность регулирования медных прижимов
- Блок охлаждения медной подложки
- Организация поддува защитного газа в медную подложку для лучшей защиты корня шва при сварке нержавеющих сталей
- Точные и надежные направляющие, исключающие вибрации горелки во время сварки
- Пневмозамок зажима консоли (или дорна) с датчиком контроля закрытия (обычно подобные установки комплектуются ручным замком)
- Сапожок для защиты шва при сварке нержавеющих сталей,
- Возможность регулировки положения консоли с медной подложкой – применяется при сварке больших толщин
Цикл сварки:
Заготовка устанавливается в установку до упора, нажимается кнопка закрытия замка консоли. Затем кнопкой опускается линейка для настройки положения заготовки, в линейку оператор упирает один стыкуемый край обечайки и далее, путем нажатия на педали управления, оператор опускает медные прижимы и прижимает край обечайки к подложке. Далее линейка убирается и к зажатому краю обечайки стыкуется второй край, который также зажимается медными прижимами, путем нажатия на вторую педаль. Затем нажимается кнопка старта сварки и идет сварка заготовки, после окончания сварочная горелка возвращается автоматически в исходную позицию и медные прижимы поднимаются. Оператор достает обечайку.
Технические характеристики оборудования:*
Тип ZF | Ед. изм. | 500 | 1000 | 1250 | 1500 | 2000 | 2500 | 3000 | ||||||||||||
Длина заготовки максимальная до* | мм | 500 | 1000 | 1250 | 1500 | 2000 | 2500 | 3000 | ||||||||||||
Толщина заготовки* | мм | 0,5-3,0 | 0,5 – 6,0 | |||||||||||||||||
Диаметр обечайки* | мм | 50-800* | 80-700* | 100-700* | 100-700* | 190-700 | 210-700 | 250-700 | ||||||||||||
Скорость сварки | м/мин | От 0,1 до 1,8 | ||||||||||||||||||
Диаметр сварочной проволоки | мм | 0,8 – 1,2 | ||||||||||||||||||
Защитный газ | - | Аргон | ||||||||||||||||||
Расход газа | л/мин | 5 - 20 | ||||||||||||||||||
Давление газа | атм | 2,5 | ||||||||||||||||||
Сварочный ток | А | до 500 | ||||||||||||||||||
Подключение установки | 220 В, 50 Гц | |||||||||||||||||||
Подключение сварочного аппарата | зависит от сварочного источника - 220 В или 380 В | |||||||||||||||||||
Потребляемая мощность | кВт | зависит от сварочного источника | ||||||||||||||||||
Габаритные размеры, ориентировочно | мм | 1 650 1040 2 110 | 2 150 1040 2 110 | 2 400 1040 2 110 | 2 650 1040 2 110 | 3 150 1040 2 110 | 3 650 1040 2 110 | 4 150 1040 2 110 | ||||||||||||
Вес нетто, ориентировочно | 1000 | 1200 | 1350 | 1500 | 1800 | 2100 | 2400 | |||||||||||||
*ВНИМАНИЕ!!! Возможность изготовления по индивидуальным требованиям заказчика, а так же использование сварочного источника заказчика и (или) плазменного источника (SBI)















