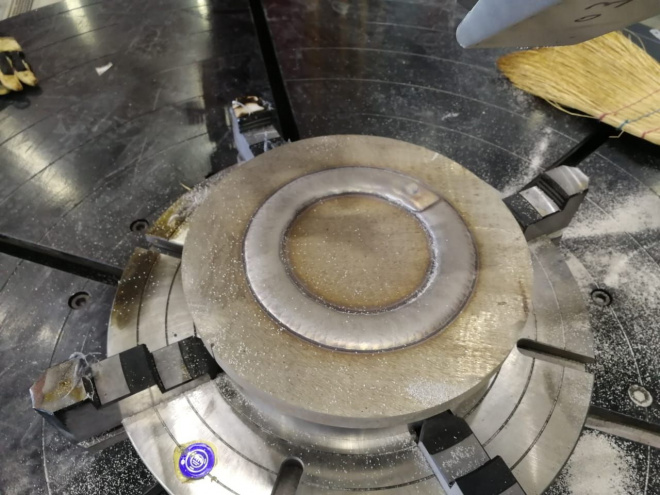














Электрошлаковая сварка (ЭШС)/ Electroslag Welding (ESW) - способ сварки, основанный на пропускании электрического тока через слой расплавленного электропроводного шлака.
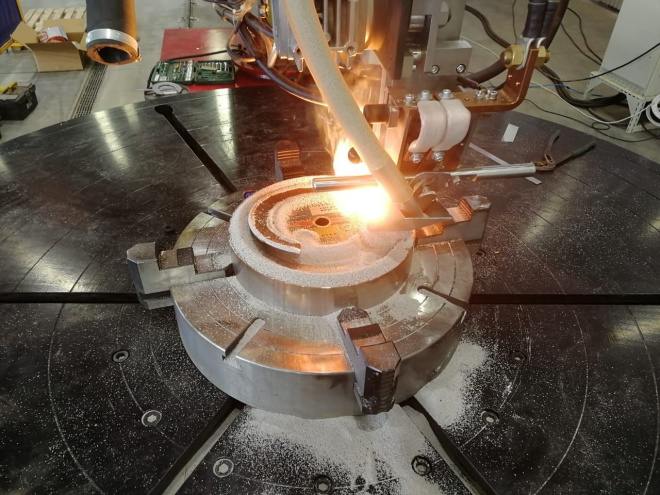
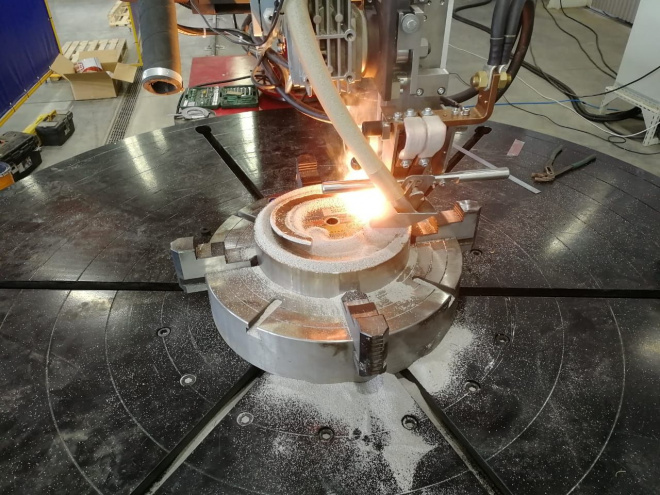
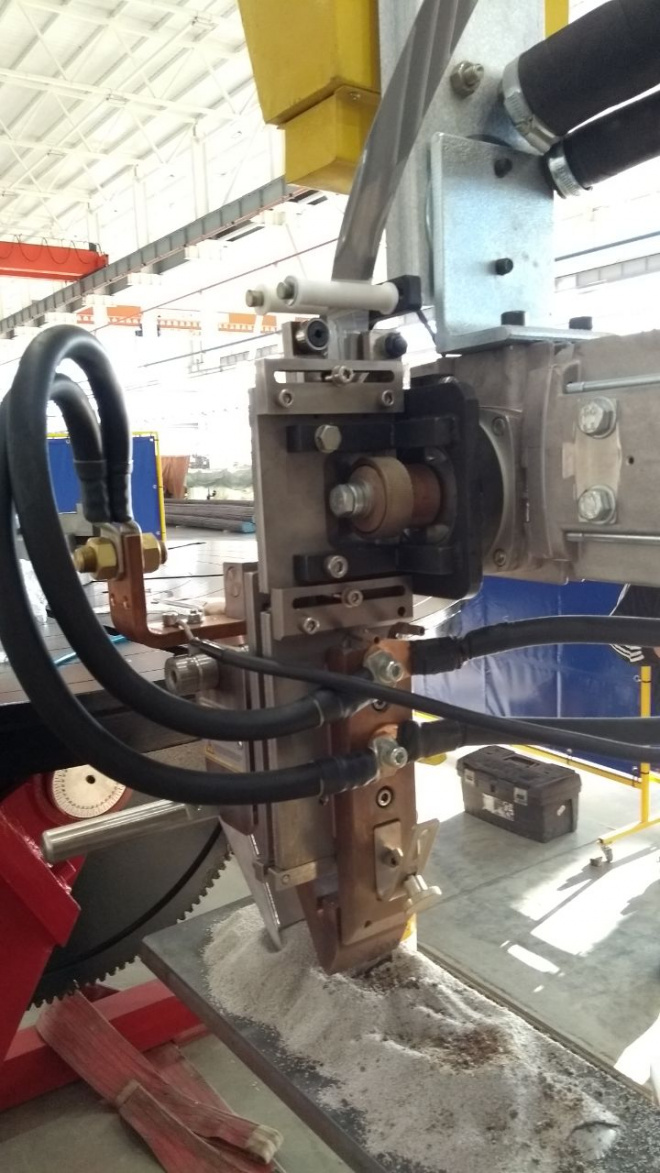
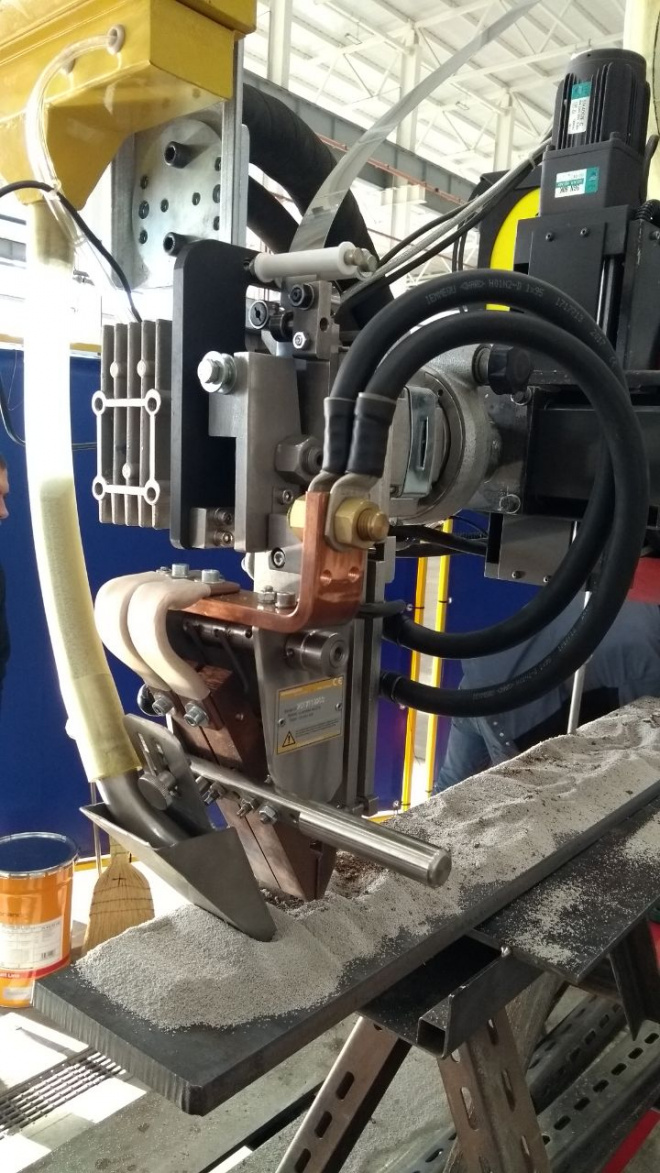
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. На первой стадии все протекает как в сварке под флюсом. В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс. Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Электрошлаковая сварка часто применяется для сваривания металлических изделий значительной толщины. Данная методика используется для соединения стальных, алюминиевых, чугунных, медных заготовок, сплавов данных химических элементов.
Основное преимущество метода – возможность выполнения за одно прохождение соединения металлических заготовок большой толщины. При этом нет необходимости в настройке сварочного оборудования перед следующим прохождением шва, а также удалении шлакообразований. Сваривание производится без снятия на кромках деталей фасок. В процессе работы можно пользоваться электродами большего сечения или же одновременно несколькими проволочными электродами малого сечения. Благодаря этому достигается повышенная производительность процедуры.
Область применения любой электрошлаковой сварки имеет узкий круг специализации. Чаще к ней прибегают в строительстве крупного транспорта, например, торговых судов. Также ЭШС помогает в строительстве массивных мостов, где качество соединения и прочность играют жизненно важную роль.
Виды ЭШС сварки
- Электрошлаковая сварка одним или несколькими электродами с неподвижной осью или колебанием электрода. Электроды подаются шлаковую ванну по мере их расплавления. Технология предусматривает сообщение электродам возвратно-поступательных движений в горизонтальной плоскости, что обеспечивает равномерное прогревание толщины свариваемых материалов.
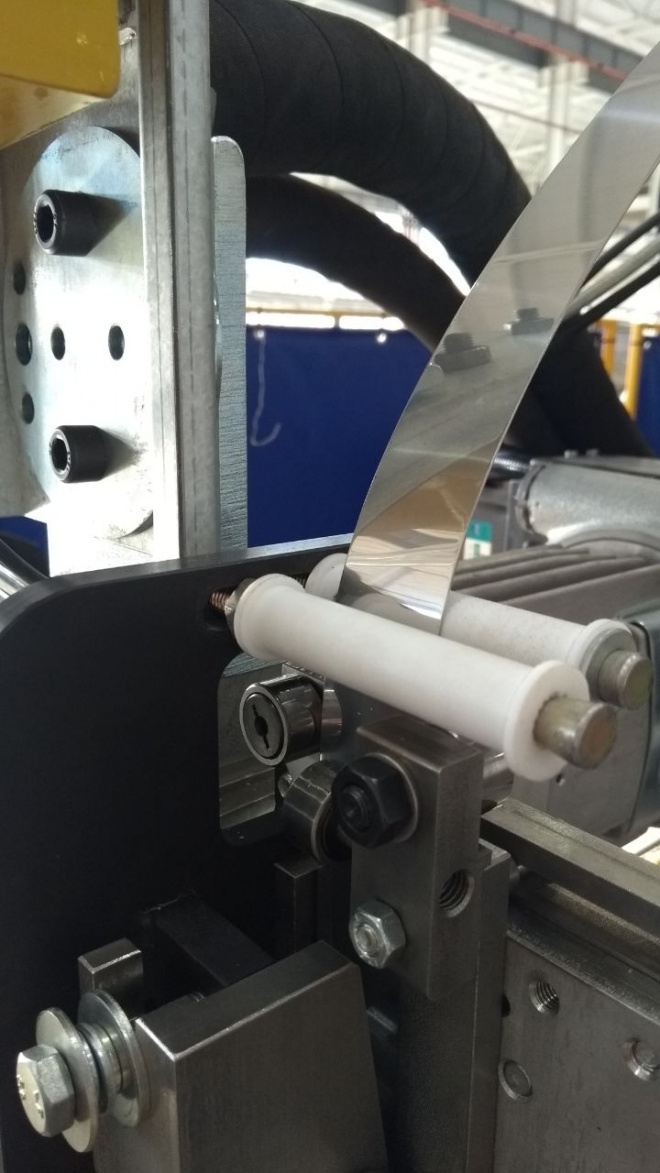
- Электрошлаковая сварка пластинчатым или ленточным электродом. Этот вид предполагает, что электрод должен максимально закрывать зазор между свариваемыми деталями. Электроды пластинчатого типа своей формой схожи со свариваемыми поверхностями. Пластинчатые электроды, форма которых соответствует соединяемым поверхностям, фиксируются в зазоре и подаются в шлаковую ванну короткими периодами, в случае, когда для заполнения зазора не хватает жидкого металла. Оборудование для электрошлаковой сварки пластинами или габаритными электродами проще в эксплуатации, чем при сварке проволокой.
- ЭШС плавящимся мундштуком. Для сваривания металлических конструкций используется специализированный плавящийся мундштук. По сути этот вид ЭШС является комбинацией двух прошлых - пластина фиксируется в зазоре между свариваемыми деталями, а в боковые промежутки направляющие трубки, через которые в шлаковую ванну подаётся проволока. Пластина остаётся неподвижной на протяжении всего сварочного процесса, а нехватка металла компенсируется проволокой, благодаря чему шов обогащается легирующими компонентами.
- ЭШС с использованием порошкообразного присадочного материала. Неблагоприятная структура в металле сварного шва и зоны термического влияния связана с низкой скоростью сварки, поэтому сварное соединения подвергается высокотемпературному воздействию. Данный тип предусматривает добавление "холодной" порошковой присадки в шлаковую ванну, она будет забирать значительную часть тепла на плавление. Эта присадка повышает допустимую скорость сварки почти в 2 раза и снижает тепловложение. Масса присадки примерно равна массе электродной проволоки. Наибольшая эффективность данного метода достигается при толщине свариваемого металла не более 100 мм.
- ЭШС с сопутствующим принудительным охлаждением. Применяется для сварки толстого проката из термоупрочнённых сталей повышенной прочности. Электрошлаковая сварка наиболее экономична при толщине свариваемого металла 40-60мм, но длительное воздействие высоких температур на металл шва и зоны термического влияния значительно снижают прочность и ударную вязкость сварного соединения, особенно при воздействии отрицательных температур. Негативное влияние можно снизить путём высокотемпературной термообработки, но если готовое сварное изделие обладает большими габаритами, то проведение такой термообработки практически невозможно. Для снижения негативного влияния высоких температур в процессе сварки термоупрочнённых сталей применяется сопутствующее охлаждение шва и околошовной зоны водяным душем. При сопутствующем охлаждении скорость сварки увеличивается в 1,5-2 раза по сравнению с обычными способами электрошлаковой сварки. Этот вид наиболее эффективен при толщине свариваемого металла до 120мм.
- ЭШС с увеличенным вылетом сварочной проволоки. При ЭШС с обычным вылетом сварочной проволоки около 70-80 мм и скоростью сварки 200-250 м/ч, проволока с диаметром 3 мм нагревается до 400-500°C, что позволяет проволоке погрузиться на достаточно большую глубину в сварочную ванну прежде, чем она расплавится. Увеличив вылет до 180-200 мм, можно увеличить нагрев проволоки электрическим током до 1200°C и более перед её попаданием в сварочную ванну. Проволока при нагревании до такой температуры быстро плавится при погружении в ванну на 16-18 мм, сила тока при этом меньше на 20-30%. Это позволяет повысить скорость сварки в 2-3 раза. Способ подходит для сварки металла толщиной до 300 мм, но улучшение свойств металла замечено только при сварке низколегированных сталей с толщиной не более 80 мм. Для ЭШС при вылете проволоки более 120 мм существует специальный мундштук, у которого ниже токоподвода находится неэлектропроводная направляющая.
В основном используются первые 3 вида

Преимущества | Недостатки |
|
|




